Top Conveyor Belts in India
Conveyor belts are one of the key components of material handling machinery that is used in different industrial applications. These conveyors enable you to move materials swiftly and safely without making any manual effort.
Different types of conveyor belts can be found in a range of configurations, materials, and sizes depending on the conveyor duty operation. Both lightweight products and heavy-duty industrial systems can be accommodated by these kinds of products without any difficulty.
Here at Shetty Enterprises, we offer premium-quality conveyor belts, which are tailored to suit the requirements of all our clients.

What are Conveyor Belts?
A conveyor belt is a continuous, moving loop of flexible material (like rubber, fabric, or plastic) stretched between two or more motorized pulleys. These are designed to transport or move physical items like materials and goods from one point to another.
How does a conveyor belt work?
- Power Source: Electric motors turn pulleys.
- Drive Pulley: Transfers the belt and materials to drive them.
- Tail Pulley & Rollers: Serve as support and guidance for belt movement.
- Conveyor Belt Material: Conveys objects along specified routes.
- Tension System: Maintains the correct, tight, and centred belt alignment.
The Main Components of the Conveyor Belt System
Belt
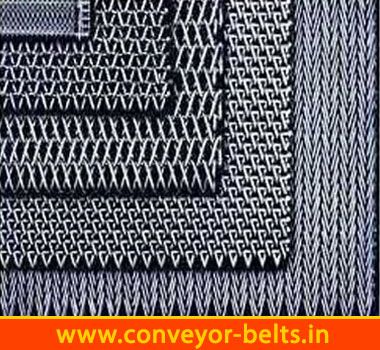
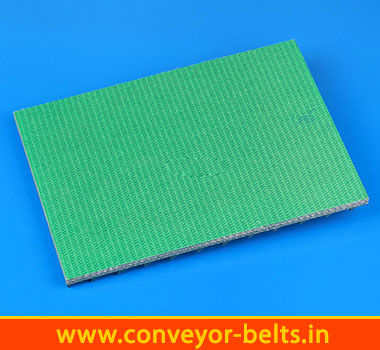
The material carrying surface. Manufactured of rubber, PVC, fabric, steel mesh, or polyurethane, depending upon the usage. It may be flat, cleated, and modular according to the materials used.
Pulleys (Drums)
Drive Pulley: It is powered by a motor and pulls up the belt and moves the weight. Tail Pulley: Is found at the other end, and it redirects the belt. Nub/Take-up Pulley: Supplies repression and support.
Rollers/Idlers
Components that hold and direct the belt are cylindrical. Types: Support loaded belt-carry idlers Idlers- support the non-empty belt Impact Idlers- dampen impact on points of loading.
Drive Unit & Take-Up System
Comprises of electric motor, gearbox, and drive pulley. Gives the belt movement. Keeps the right tension on the belt Is it either a manual screw type or an automatic gravity type
Frame/Structure
The uncompromising foundation or outline that secures everything in its place. This is normally constructed out of steel or aluminum.
Cleaning System
Scrapers and brushes clean up material that adheres to the belt. Prevents leakage and minimizes wear.
Loading/ Discharge points
Hoppers, feeders, or chutes in which material goes onto the belt. The discharge is either permanent or variable as per design.
Accessories & Safety Devices
Sidewalls, skirt boards and covers, tracking devices to facilitate smooth operation. Emergency stop switches, pull cords, and sensors to avoid accidents.
Belt
The material carrying surface. Manufactured of rubber, PVC, fabric, steel mesh, or polyurethane, depending upon the usage. It may be flat, cleated, and modular according to the materials used.
Pulleys (Drums)
Drive Pulley: It is powered by a motor and pulls up the belt and moves the weight. Tail Pulley: Is found at the other end, and it redirects the belt. Nub/Take-up Pulley: Supplies repression and support.
Rollers/Idlers
Components that hold and direct the belt are cylindrical. Types: Support loaded belt-carry idlers Idlers- support the non-empty belt Impact Idlers- dampen impact on points of loading.
Drive Unit & Take-Up System
Comprises of electric motor, gearbox, and drive pulley. Gives the belt movement. Keeps the right tension on the belt Is it either a manual screw type or an automatic gravity type
Frame/Structure
The uncompromising foundation or outline that secures everything in its place. This is normally constructed out of steel or aluminum.
Cleaning System
Scrapers and brushes clean up material that adheres to the belt. Prevents leakage and minimizes wear.
Loading/ Discharge points
Hoppers, feeders, or chutes in which material goes onto the belt. The discharge is either permanent or variable as per design.
Accessories & Safety Devices
Sidewalls, skirt boards and covers, tracking devices to facilitate smooth operation. Emergency stop switches, pull cords, and sensors to avoid accidents.
Types of Conveyor Belts






Benefits Of Conveyor Belts
- No Transfers
- Zero Spillage
- Space Efficient
- Low Maintenance
- Material Versatility
- Low Power
- Bulk Handling
- High Reliability
- Multi-Directional
Our Product Quality
- Versatile
- Cost effective
- Greater longevity
- High reliability
- Impeccable
Technical Specification
| Feature | Detail |
| Material Base | PU, PVC, Nitrile, Silicon, Rubber |
| Belt Thickness | 1mm to 10mm (Customizable) |
| Temperature | -20°C to +120°C |
| Tensile Strength | High-strength polyester fabric carcass |
| Compliant | FDA, EU Food Grade, ISO 9001:2015 |
FAQs - Conveyor Belts
The conveyor belts move material and transport items. The conveyor belts are used to carry material and transport items. I have observed the conveyor belts, food processing, Asian model packaging, logistics, textile, mining and manufacturing.
The PU conveyor belts, the food conveyor belts and the rubber conveyor belt. The other similar ones include the cleated conveyor belts, the sidewall conveyor belts, the cooling tunnel conveyor belts and the textile conveyor belts.
I chose the conveyor belt by looking at the material type. The right conveyor belt also depends on the load capacity, the operating environment, the temperature conditions, and the conveyor system design requirements.
I can confirm that food conveyor belts are made with food‑grade materials. Food conveyor belts meet the hygiene and safety standards required for food processing and packaging applications.
The industrial conveyor belts move items in food processing, packaging, pharmaceuticals, agriculture, recycling, logistics, textile and manufacturing.
Yes, the conveyor belts can be made in widths, thicknesses, many material types, many cleat designs and many surface finishes.
The Rubber conveyor belts cost between ₹200 and ₹800 per meter. The PU conveyor belts cost between ₹500 and ₹1500 per meter, depending on the grade and the details.
From my experience, PU conveyor belts are best for the food and hygiene-sensitive industries. PU conveyor belts keep the product safe. Rubber conveyor belts are the choice for the duty industrial material handling jobs. Rubber conveyor belts can move the loads.
Shetty Enterprises offers durable, high-performance conveyor belts designed for multiple industries with customization options and reliable manufacturing expertise.